
Aviation-Grade Welded Rectifier Cones & Shells
Aerospace-Grade Engine Housing Assembly Manufacturing | HB5800-2021 Compliance with 0.0Xmm Coaxiality Control on Datum Surface B
Attributes
- Material7075 / 2A12 / High-Temperature Alloys
- Thickness4mm
- CoatingPickling / Passivation
- SizeØ800×H220
- ApplicationAerospace Engine Structural Systems
- Forming ProcessPrecision Metal Spinning + Advanced Welding
- Dimensional Tolerance±0.1mm
- Welding MethodsVacuum Electron Beam Welding / Precision TIG Welding
- Industry StandardHB5800-2021 / HB5936-2011
Core Process
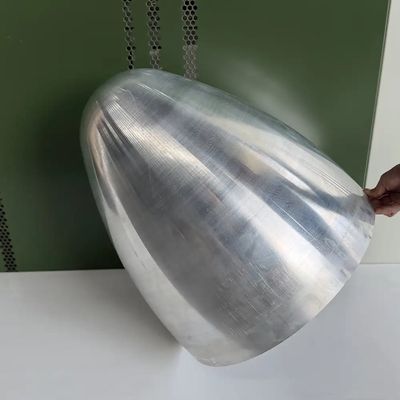
This engine housing assembly is produced through a combination of precision metal spinning, advanced forming, and high-integrity welding technologies for complex multi-part aerospace structures.
For the integrated flow cone, support plate, and outer housing configuration, the manufacturing process utilizes vacuum electron beam welding or precision TIG welding, supported by deformation-control strategies to maintain structural accuracy throughout assembly.
This approach ensures superior joint strength, dimensional stability, and process reliability for aerospace-grade engine components operating under high thermal and mechanical loads.
Precision Control
Manufacturing is executed in strict accordance with HB5800-2021 aerospace industry standards.
Using Datum Surface B as the sole measurement reference, all critical dimensional characteristics are controlled within ±0.1mm, with key coaxiality features maintained at 0.0Xmm-level precision.
Advanced coordinate measurement systems are applied to verify assembly alignment and ensure compliance with aerospace tolerance requirements.
Surface Treatment
All weld seams undergo comprehensive finishing and cleaning procedures.
Post-weld surfaces are treated through pickling and passivation to enhance corrosion resistance and surface integrity.
The finished assembly is free from spatter, undercut, and weld-edge irregularities, fully complying with HB5936-2011 marking and quality specifications.
Internal cavities are thoroughly cleaned to ensure a chip-free, contamination-free environment, meeting aerospace cleanliness standards.
Material Adaptability
Specialized for aerospace-grade materials such as 7075 aluminum alloy, 2A12 aluminum alloy, and high-temperature superalloys, this process ensures optimal metallurgical compatibility between the flow cone and housing structure.
The resulting assembly provides excellent heat resistance, fatigue performance, and mechanical consistency, supporting long-term operational stability in demanding aerospace environments.
Technical Specifications
| Parameter | Specification |
|---|---|
|
Product Name |
Aerospace-Grade Engine Housing Assembly |
|
Application |
Aerospace Engine Structural Systems |
|
Material Options |
7075 Aluminum Alloy / 2A12 Aluminum Alloy / High-Temperature Superalloys |
|
Manufacturing Process |
Precision Metal Spinning + Advanced Forming + High-Integrity Welding |
|
Core Structure |
Integrated Flow Cone, Support Plate & Outer Housing Assembly |
|
Welding Methods |
Vacuum Electron Beam Welding / Precision TIG Welding |
|
Dimensional Tolerance |
±0.1mm |
|
Coaxiality Control |
0.0Xmm Level |
|
Datum Reference |
Datum Surface B |
|
Inspection Method |
Advanced Coordinate Measurement System (CMM) Verification |
|
Surface Treatment |
Pickling & Passivation |
|
Weld Quality Requirement |
No Spatter, No Undercut, No Weld-Edge Irregularities |
|
Internal Cleanliness Requirement |
Chip-Free & Contamination-Free Internal Cavities |
|
Industry Standards |
HB5800-2021 / HB5936-2011 |
|
Structural Characteristics |
High Joint Strength, High Dimensional Stability, Aerospace-Grade Assembly Accuracy |
|
Key Material Characteristics |
Heat Resistance, Fatigue Resistance, Metallurgical Compatibility |
|
Key Advantages |
Deformation-Controlled Assembly, High Thermal Stability, Precision Aerospace Welding |
|
Typical Application |
Aerospace Engine Housing & Structural Assembly Systems |
Related Case
Get a Quote
- Precision Custom Metal Spinning Parts
- 👉 Upload your drawings and receive a quotation within 24 hours.